Get More from Closed-Loop Control
Hydraulic power has always been recognized as being able to apply high force or torque to move, crush, or twist heavy loads. However, when limited by discrete (on/off) valves, simple limit switches, and open-loop control, hydraulics was not thought of as being especially precise. With the advent of position feedback devices with high accuracy and response — such as magnetostrictive linear displacement transducers (LDTs) and closed-loop electrohydraulic motion controllers — machine designers and integrators could achieve rapid and precise positioning of hydraulic actuators. However, something was still missing. Many applications, such as presses, require both position and pressure (force) control. Traditional hydraulic presses use pressure relief valves to limit the force applied to the load, but this technique is flawed when considering net force.
Two sides to the story
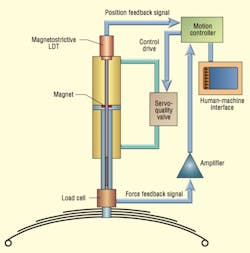
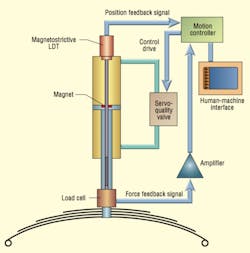
Pistons have two sides, but a pressure relief valve only reacts to pressure on one side of the piston. Because pressure exists on both sides of the piston, the applied force is not equal to the pressure on one side of the piston. Rather, the applied force can be measured either directly with a load cell mounted between the piston and the load — as in Figure 1 — or approximated by calculating the net force. Net force is derived from the difference between pressure readings on either side of the piston after scaling them to the areas on each side of the piston:
FN= AA X PA– AB X PB
where FNis net force,
AAis the area of the cap-end side of the piston,
PAis the pressure acting on the cap-end side of the piston,
ABis the area on the rod-end side of the piston, and
PBis the pressure acting on the rod-end side of the piston.
The decision to use a load cell or two pressure transducers depends on the force ranges and environment. Load cells may be needed in applications where the applied force is very low. When the force to be measured is less than that needed to overcome seal and rod friction, a load cell is preferable because it reads the actual applied force, rather than the force across the piston. (The equation for net force across the piston does not take into account internal friction).
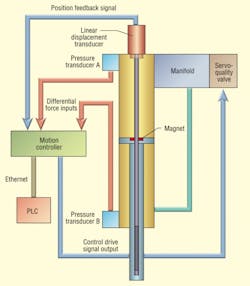
However, load cells can be difficult to mount and may not survive in harsh industrial environments. Using two pressure transducers works well when the forces are high enough that the internal friction can be ignored. Pressure transducers are relatively inexpensive and can be mounted on the cylinder (as in Figure 2) or on a manifold away from the end of the cylinder rod.
Taking control
Providing accurate force feedback allows the controller to precisely control applied force. This has several advantages:
- Pressure spikes that damage sensors and cause leaks can be reduced or eliminated. This decreases maintenance costs and extends the life of the machine.
- More consistent motion results in less wasted or rejected parts. For example, this can benefit plastic injection molding machines by helping to eliminate manufacturing defects known as "flashing."
- More flexible production results from the ability to easily modify-a 'recipe' that changes the positions and forces specified during the machine cycle. Machine downtime for production changeovers can be significantly reduced.
- Positions and forces can be changed while a machine is running, which allows greater flexibility in making more challenging parts. Powder metal presses need this capability.
- Multiple sections or axes of a large press can be coordinated. 6. Diagnostics and process monitoring can be facilitated using data obtained from the controller.
- The machine can be adapted automatically to deal with different material consistencies and the effects of differing environmental conditions such as temperature and humidity.
- Closed-loop pressure control can ensure consistent production output quality from different machine-operators. For example, a manufacturer replaced manual joystick-operated controls with closed-loop pressure control in a metal-forming press to produce greater and more uniform output from operators with widely varying skill levels.
Getting into the mode
Once the motion-pressure controller has accurate position and pressure feedback, it can operate in one of several modes:
- position control only,
- force control only,
- position or force control,
- position control with force limiting, and
- active damping.
Position control and force control modes are self-explanatory, but the others require explanation. First, realize that you cannot control both position and force simultaneously.
Position or force control is used for accurate position or force control, but not both at the same time. When controlling position, a position proportional integral derivative (PID) control algorithm is used, whereas a force PID is used when controlling force. The two PIDs do not interfere with each other because they don't run at the same time.
Typically, an actuator is initially controlled using position feedback. Then, when the piston rod engages the load, the controller manages a transition into a force control mode. The controller must be capable of the math required to make a smooth transition from the position PID to the force PID loop.
This mode provides the best of both worlds, but it has one significant drawback. If the system is in force control and the load or obstruction is suddenly removed, the actuator will race forward in an attempt to maintain the setpoint force. In a press application, this can cause damage to dies or molds if the machine is cycled without having a working piece to push against. (No opposing force would be seen until the top and bottom dies slam into each other, likely causing damage).
Position control with force limiting is preferable in many applications. In this mode, the controller runs the position and force PIDs in parallel and uses the minimum two PID and feed-forward control signals to drive the actuator. The actuator moves until either the position or the force setpoint is reached. This allows establishing the position set point at a safe position where the actuator will stop even if an obstruction that resulted in force being exerted has been removed.
However, there are two problems with position with force limiting. The first occurs when both the actual position and actual force are very close to the position and force set points. In this situation, neither the position nor the force setpoint may be reached, but at least neither will be exceeded. The second problem occurs when trying to do a simple position move. Because force is required to accelerate in position control mode, the force PID will limit the output and cause the actuator to fall behind the target position. In most applications, this problem can be solved easily by just using position control mode and ignoring the force feedback during position-only moves.
Active damping is closely related to force limiting, but instead of limiting the absolute value of force, active damping limits the rate of change of force. Active damping is critical in both pneumatic position and hydraulic applications where the natural frequencies of the load and actuator are very low. Often, these types of systems can't be moved smoothly, even under open loop control. Active damping reduces or eliminates oscillations by controlling or limiting the rate of change in the net force. Because net force is required to make an object accelerate,-net force can be thought of a as a leading indicator of motion. If the force doesn't oscillate, the load will not oscillate.
This force rate limiting, or active damping, does have two limitations, however. First, load cells cannot be used for active damping feedback because load cells do not provide force feedback until contact is made. Second, the force rate limit used in active damping will interfere with the controller's ability to follow a motion profile, so synchronization or gearing of axes becomes degraded. Nevertheless, active damping can be very valuable in applications that involve large masses, small diameter cylinders or long lengths of hose between valves and cylinders.
Application benefits
Adding closed-loop motion controllers with position/force control can make old machines function as well as or better than new ones. Machine owners are often looking to extend a machine's life, boost productivity, improve quality, or any combination of these.
Retrofitting open-loop control systems with closed-loop position/force control provides another dimension of control. For example, a manufacturer recently retrofitted a system that controls position of wood pulp refiner grinding plates in a pulp mill. The original controller wasn't flexible enough to meet the production demands of varying wood fiber materials and also had become a maintenance problem. The new control system provides the flexibility to maximize machine productivity and avoid conditions that can cause damage to the grinding plates.
For additional information, e-mail Peter Nachtwey, President, Delta Computer Systems
Vancouver, Wash., at [email protected] or visit www.deltamotion.com.
About the Author
Peter Nachtwey
President,
Peter Nachtwey has more than 35 years of experience developing industrial control systems for hydraulic, electric, and pneumatic applications. He graduated from Oregon State University in 1975 with a BSEE and served as an officer in the U.S. Navy until 1980. He became president of Delta Computer Systems Inc. in 1992. In addition to leading Delta’s engineering and R&D programs, he contributes widely to the mathematical understanding of control theory, especially in fluid power systems. He has also presented technical papers for IFPE, NFPA, FPDA, and various global technical conferences.
