CHAPTER 5: Pneumatic and Hydraulic Systems
Two types of fluid power circuits
Most fluid power circuits use compressed air or hydraulic fluid as their operating media. While these systems are the same in many aspects, they can have very different characteristics in certain ways.
For example: remote outdoor applications may use dry nitrogen gas in place of compressed air to eliminate freezing problems. Readily available nitrogen gas is not hazardous to the atmosphere or humans. Because nitrogen is usually supplied in gas cylinders at high pressure, it has a very low dew point at normal system pressure. The gas may be different but the system's operating characteristics are the same.
Hydraulic systems may use a variety of fluids -- ranging from water (with or without additives) to high-temperature fire-resistant types. Again the fluid is different but the operating characteristics change little.
Pneumatic systems
Most pneumatic circuits run at low power -- usually around 2 to 3 horsepower. Two main advantages of air-operated circuits are their low initial cost and design simplicity. Because air systems operate at relatively low pressure, the components can be made of relatively inexpensive material -- often by mass production processes such as plastic injection molding, or zinc or aluminum die-casting. Either process cuts secondary machining operations and cost.
First cost of an air circuit may be less than a hydraulic circuit but operating cost can be five to ten times higher. Compressing atmospheric air to a nominal working pressure requires a lot of horsepower. Air motors are one of the most costly components to operate. It takes approximately one horsepower to compress 4 cfm of atmospheric air to 100 psi. A 1-hp air motor can take up to 60 cfm to operate, so the 1-hp air motor requires (60/4) or 15 compressor horsepower when it runs. Fortunately, an air motor does not have to run continuously but can be cycled as often as needed.
Air-driven machines are usually quieter than their hydraulic counterparts. This is mainly because the power source (the air compressor) is installed remotely from the machine in an enclosure that helps contain its noise.
Because air is compressible, an air-driven actuator cannot hold a load rigidly in place like a hydraulic actuator does. An air-driven device can use a combination of air for power and oil as the driving medium to overcome this problem, but the combination adds cost to the circuit. (Chapter 17 has information on air-oil circuits.)
Air-operated systems are always cleaner than hydraulic systems because atmospheric air is the force transmitter. Leaks in an air circuit do not cause housekeeping problems, but they are very expensive. It takes approximately 5 compressor horsepower to supply air to a standard hand-held blow-off nozzle and maintain 100 psi. Several data books have charts showing cfm loss through different size orifices at varying pressures. Such charts give an idea of the energy losses due to leaks or bypassing.
Hydraulic systems
A hydraulic system circulates the same fluid repeatedly from a fixed reservoir that is part of the prime mover. The fluid is an almost non-compressible liquid, so the actuators it drives can be controlled to very accurate positions, speeds, or forces. Most hydraulic systems use mineral oil for the operating media but other fluids such as water, ethylene glycol, or synthetic types are not uncommon. Hydraulic systems usually have a dedicated power unit for each machine. Rubber-molding plants depart from this scheme. They usually have a central power unit with pipes running to and from the presses out in the plant. Because these presses require no flow during their long closing times, a single large pump can operate several of them. These hydraulic systems operate more like a compressed-air installation because the power source is in one location.
A few other manufacturers are setting up central power units when the plant has numerous machines that use hydraulics. Some advantages of this arrangement are: greatly reduced noise levels at the machine, the availability of backup pumps to take over if a working pump fails, less total horsepower and flow, and increased uptime of all machines.
Another advantage hydraulic-powered machines have over pneumatic ones is that they operate at higher pressure -- typically 1500 to 2500 psi. Higher pressures generate high force from smaller actuators, which means less clutter at the work area.
The main disadvantage of hydraulics is increased first cost because a power unit is part of the machine. If the machine life is longer than two years, the higher initial cost is often offset by lower operating cost due to the much higher efficiency of hydraulics. Another problem area often cited for hydraulics is housekeeping. Leaks caused by poor plumbing practices and lack of pipe supports can be profuse. This can be exaggerated by overheated low-viscosity fluid that results from poor circuit design. With proper plumbing procedures, correct materials, and preventive maintenance, hydraulic leaks can be virtually eliminated.
Another disadvantage could be that hydraulic systems are usually more complex and require maintenance personnel with higher skills. Many companies do not have fluid power engineers or maintenance personnel to handle hydraulic problems.
Typical pneumatic circuit
Figure 5-1 includes a pictorial representation and a schematic drawing of a typical pneumatic circuit. It also has a pictorial and schematic representation of a typical compressor installation to drive the circuit (and other pneumatic machines). Seldom, if ever, is the compressor part of a pneumatic schematic. Power for a typical pneumatic circuit comes from a central compressor facility with plumbing to carry pressurized air through the plant. Pneumatic drops are similar to electrical outlets and are available at many locations.
Why schematic drawings?
Schematic drawings make it possible to show circuit functions when using components from different manufacturers. A 4-way valve or other component from one supplier may bear little physical resemblance to one from other suppliers. Using actual cutaway views of valves to show how a machine operates would be fine for one circuit using a single supplier's valves. However, another machine with different parts would have a completely different-looking drawing. A person trying to work on these different machines would have to know each brand's ins and outs . . . and how they affect operations. This means designing and troubleshooting every circuit would require special and different knowledge. Using schematic symbols requires learning only one set of information for any component.
Schematic symbols also give more information than a picture of the part. It may almost impossible to tell if a 4-way valve is 3-position by looking at a pictorial representation. On the other hand, its symbol makes all features immediately clear. Another advantage is that by using ISO symbols the drawing can be read by persons from different countries. Any notes or the material list may be unreadable because of language differences, but anyone trained in symbology can follow and understand circuit function.
Parts of a typical pneumatic system
The schematic in Figure 5-1 starts at the filter, regulator, and lubricator (FRL) combination that is connected to the plant-air supply. FRL units are important because they assure a clean, lubricated supply of air at a constant pressure. It's important to keep these units supplied, drained, and set correctly to keep the circuit operating smoothly and efficiently.
The filter is first in line to remove contamination and condensed water. It should be drained regularly or fitted with an automatic drain. The regulator should be set at the lowest pressure that will produce good parts at the cycle rate specified. The lubricator should be adjusted to allow oil to enter the air stream at a reasonable rate. In poorly maintained plants, the filter may be completely full of contaminants, the regulator is screwed all the way in, and the lubricator is completely empty.
Air-logic controls
Air-operated miniature valves called air-logic controls control the circuit in Figure 5-1. Air-logic controls run on shop air and are actuated by air palm buttons and limit valves to start and continue a cycle.
This circuit has an OSHA safe anti tie-down dual palm button start control. The two palm buttons must be operated at almost the same time or the cylinder will not extend. Tying down one palm button renders the circuit inoperative until it is released. The rest of the logic circuit causes the drills to extend and keeps the clamp cylinder down until they have all retracted and stopped. This circuit also has an anti-repeat feature, which means the cycle only operates once, even if the operator continues to hold the palm buttons down. Safety features such as these are easy to implement.
Directional-control valves
A 5-way, double-pilot-operated directional control valve operates the cylinder. This valve extends and retracts the cylinder according to signals from the air logic controls in the cabinet. Movement also requires inputs from the palm buttons to make sure the operator is safely clear of the cylinder before it operates. This directional control valve has speed-control mufflers in its exhaust port to control cylinder speed in both directions. These devices also reduce noise from exhausting air.
A limit valve at the extend stroke of the cylinder makes sure it has reached the part before the drills start. A limit valve monitors position but it cannot tell if the cylinder has reached full clamping force. In most applications when the cylinder is close enough to make the limit valve, it will be at or near clamping force before the next operation gets to the work. In some applications it might be necessary to add a pressure sequence valve to make sure the cylinder reaches a certain pressure before the cycle continues.
Air drills
Rotary output devices such as air motors with built-in cycling valves and rotary actuators that make only a fraction of a turn are available to perform many functions. Because compressed air is the driving force, these devices are explosion-proof and can operate in dirty or wet atmospheres without the problems posed by electrical equipment. Carefully applied air-operated devices can be an improvement in many situations.
These and other air-operated components are explained and applied in the following chapters.
Typical hydraulic circuit
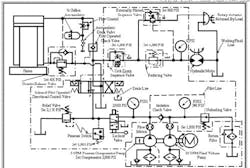
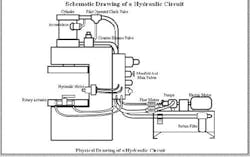
Figure 5-2 provides a pictorial representation and a schematic drawing of a typical hydraulic circuit. Notice that the hydraulic power unit is dedicated to this machine. Unlike pneumatic circuits, most hydraulic systems have a power unit that only operates one machine. (As mentioned before, some new installations are using a central hydraulic power source with piping throughout the plant to carry pressurized and return fluid.)
Why a schematic drawing?
Schematic drawings make it possible to show circuit functions when using components from different manufacturers. A 4-way valve or other part from a different supplier may bear little resemblance to one from other suppliers. Using actual cutaways of a valve to show how a machine operates would be fine for one circuit using one supplier's valves. Nevertheless, another machine with different parts would have a completely different looking drawing. A person trying to work on these different machines would have to know each brand and how they affect operations. This means designing and trouble shooting every circuit would require special different knowledge. Using schematic symbols requires learning only one set of information for any component.
Schematic symbols also give more information than a picture of the part. It may be hard to impossible to tell if a 4-way valve is 3-position by looking at a pictorial representation while its symbol makes all features immediately clear. Another feature is by using ISO symbols the drawing can be read by persons from different languages. Any notes or the material list may be in a language foreign to you but following and understanding circuit function should not be a problem.
Parts of a typical hydraulic schematic
A good starting point for any hydraulic schematic is at the power unit. The power unit consists of the reservoir, pump or pumps, electric motor, coupling and coupling guard, and entry and exit piping, with flow meters and return filter. It also might include relief valves, unloading valves, pressure filters, off-line filtration circuits, and control valves. The power unit must be able to cycle all functions in the allotted time at a pressure high enough to do the work intended. A well-designed circuit will run efficiently with little to no wasted energy that generates heat. It will run many years with minimum maintenance if its filters are well maintained and it is not overheated.
When items such as pressure gauges and flow meters are installed, it is easy to troubleshoot any system malfunction quickly and accurately. Flow meters always show pump flow (or lack thereof) and eliminate premature pump replacement. They can indicate impending pump failure well in advance of system failure. Also quick-disconnect plug-in type ports at strategic locations make it easy to check pressure at any point.
Directional control valves
The circuit in Figure 5-2 has only one directional control valve to extend and retract the main cylinder. Pressure-control valves make the hydraulic motor and rotary actuator operate in sequence after the cylinder extends and builds a preset pressure. (This is not the best way to control actuators, but it is shown here to demonstrate the use of different valves.)
An isolation check valve between the pumps keeps the high-pressure pump from going to tank when the low-volume pump unloads. A pilot-operated check valve in the line to the cap end of the main cylinder traps fluid in the cylinder while the motor and rotary actuator operate.
Pressure-control valves
A pressure-relief valve at the pumps automatically protects the system from overpressure. An unloading valve dumps the high-volume pump to tank after reaching a preset pressure. A kick-down sequence pressure-control valve forces all oil to the cylinder until it reaches a preset pressure. After reaching this pressure, the valve opens and sends all pump flow to the hydraulic motor first. A sequence valve upstream from the rotary actuator keeps it from moving until the hydraulic motor stalls against its load. A pressure-reducing valve ahead of the hydraulic motor allows the operator to set maximum torque by adjusting pressure to the motor inlet. (All of these controls are covered in the text of this manual.)
Another pressure-control valve -- called a counterbalance valve -- located in the rod end line of the main cylinder keeps it from running away when the directional control valve shifts. The counterbalance valve is adjusted to a pressure that keeps the cylinder from extending, even when weight on its rod could cause this to happen.
Accumulators
Because hydraulic oil is almost non-compressible, a gas-charged accumulator allows for storage of a volume of fluid to perform work. The expandable gas in the accumulator pushes the oil out when external pressure tries to drop. The accumulator in this circuit makes up for leakage in the cylinder cap-end circuit while pump flow runs the hydraulic motor and rotary actuator. Use care when specifying and using accumulators because they can be a safety issue.
These and other hydraulic components are explained and applied in the following chapters.
Parallel and series circuits
There are parallel and series type circuits in fluid power systems. Pneumatic and hydraulic circuits may be parallel type, while only hydraulic circuits are series type. However, in industrial applications, more than 95% of hydraulic circuits are the parallel type. All pneumatic circuits are parallel design because air is compressible it is not practical to use it in series circuits.
In parallel circuits, fluid can be directed to all actuators simultaneously. Hydraulic parallel circuits usually consist of one pump feeding multiple directional valves that operate actuators one at a time or several in unison.
Figure 5-3 shows a typical pneumatic parallel system schematic. All actuators in this circuit can operate at the same time and are capable of full force and speed if they have ample supply. The filter, regulator, and lubricator combination must be sized to handle maximum flow of all actuators in motion at the same time, When the air supply is insufficient, the cylinder with the least resistance will move first.
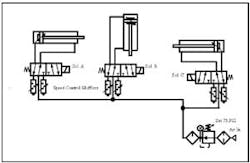
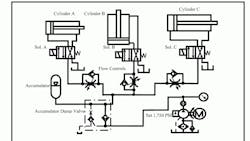
Figure 5-4 shows a typical hydraulic parallel system schematic. Any actuator in this circuit can move at any time and is capable of full force and speed when the pump produces sufficient flow. Parallel circuits that have actuators that move at the same time must include flow controls to keep all flow from going to the path of least resistance.
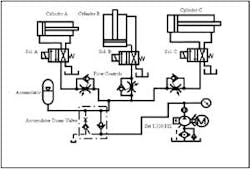
Flow controls are usually required to keep single cylinder movement from over speeding. The circuit in Figure 5-4 shows a meter-in flow control at each directional control valve's inlet to control speed in both directions. Placing flow controls at the cylinder ports would allow separate speeds for extension and retraction.
Figure 5-5 illustrates cylinders or hydraulic motors in typical series circuits. These synchronizing circuits are the most common use for actuators in series. The schematic drawing at left shows how to control two or more cylinders so they move simultaneously at the same rate. Oil is fed to the cylinder on the left and it starts to extend. Oil trapped in its opposite end transfers to the right cylinder, causing it to extend at the same time and rate. Oil from the right cylinder goes to tank. The platen moves and stays level regardless of load placement. Notice that this circuit uses double-rod end cylinders so the volumes in both ends are the same. (Other variations of this circuit are shown in the chapter on cylinders, which also explains synchronizing circuits in detail.)
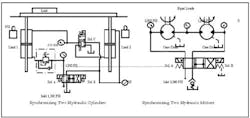
The hydraulic motor circuit on the right in Figure 5-5 shows a simple way to run two or more motors at the same speed. Fluid to the first motor flows into the inlet of the second motor to turn it at the same time and speed. Except for internal leakage in the motors, they will run at exactly the same rpm. As many as ten motors can operate in series -- based on their loads and speeds.
Hydraulics vs. pneumatics
Pressurized fluids act in a certain manner in most situations. However, there are instances where a gas-type fluid does not perform as its liquid counterpart does. As mentioned earlier in this chapter, a pneumatic actuator is incapable of holding a position against increasing external forces because the air can be compressed more. Other situations such as flow-control circuits, return-line backpressure, energy-transfer considerations, and more are covered and explained in the text.
Conventions used in this manual
All schematic symbols and drawings are in accordance with the International Standards Organization (ISO) format. These symbols and representative parts are laid out in Chapter 4 either in whole or in part. Some symbols are made up of several standard parts and are not shown in their entirety in Chapter 4.
When a symbol is not shown it is good practice to use the symbol shown in the suppliers catalog. If no symbol is given there then use standard symbol parts to make a representation of the new item.
As in all cases of drawings using schematic symbols, the circuit designer may use his or her experience or opinion to interpret some parts. This usually does not make the schematic harder to read, just different. If a part representation is not clear, refer to the material list and check the supplier's catalog for an explanation of the valve's function.
Color coding
To better understand how a part or circuit works, consider using color coding for the lines and components. Color coding is instituted by the instructor, designer, or engineer and is according to his or her interpretation, so it might not be consistent in each case. Most training manuals and manufacturers use the following color code.
- Red: Working fluid flow lines, usually from the pump to a device. This line is always solid. It can represent plastic tubing as small as 5/32-in. OD for air or any size pipe or tubing for hydraulics.
- Blue: Return lines from valves and other devices for hydraulic circuits. This line always is solid, and can represent any size pipe or tubing.
- Yellow: Metered or flow-controlled fluid that is at a reduced speed in relation to the same line without a restriction. This line could be solid or a series of long dashes if pilot flow must be metered.
- Orange: A reduced-pressure line, such as a pilot-pressure line or one carrying accumulator precharge gas. This line could be a solid after a reducing valve or a long-dashed line for pilot flow.
- Green: Pump inlet lines (suction lines) or drain lines. These lines would be solid for the pump inlet and a series of short dashes for drains. Two types of lines with the same color are not confusing -- even when in close proximity to each other.
- Purple or indigo: These colors usually indicate working fluid that has been pressure-intensified by area differences or load-induced conditions. These pressures are usually greater than the setting of the main relief valve or reducing valve that feeds the circuit.
- Lines without color are considered non-working or to have no flow at present.
This color-coding technique is used with this manual and can be seen in Chapter 4.
