Matching filters to real-life conditions


All hydraulic systems have a critical contamination tolerance level often defined by the most sensitive system components, such as servovalves or piston pumps. Systems are at risk when fluid contamination exceeds this level because fluidborne contaminants directly impact component wear rate, life, and ability to perform as intended. For optimum performance and predictable life, component manufacturers recommend fluid cleanliness levels per ISO Standard 4406.
To keep fluid clean, OEMs and users depend on filters — as well as good system design and maintenance practices. However, filter manufacturers test and rate their products using the ISO Standard 16889 test method, and it generally doesn’t reflect real-world operating conditions. As a result, filters often don’t deliver the on-machine performance that users expect. Here’s why.
ISO Standard 16889
The most common measure of filter performance is removal (capture) efficiency, which addresses how efficiently a filter removes particles from the fluid. Few consider a filter characteristic known as retention efficiency, which measure how effectively that filter holds onto particles it has previously captured under the stresses of a hydraulic system. A filter is not a black hole, and its performance must not be based only on how efficiently it captures particles. If not properly designed and applied, a filter can be one of the most damaging sources of contamination in a system.
Filter performance in a dynamic operating system varies based on many factors, including flow rate, flow density, duty cycle, viscosity, fluid and structure-borne vibration, contamination levels, ingression rate, and other conditions. Hydraulic filters typically see frequent and rapid changes in flow rate accompanied by varying vibration frequencies.
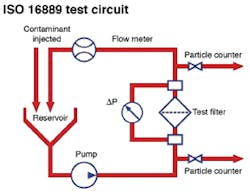
The challenge is that ISO 16889 — used to rate and compare filter performance — does not subject test filters to the dynamic stresses they see in today’s systems. Instead, ISO 16889’s multipass test measures capture efficiency and dirt holding capacity in a steadystate environment run at one flow rate, under ideal lab conditions, without subjecting the filter to hydraulic actuation or system restarts. Test fluid circulates at a constant flow rate in a closed-loop test circuit with on-line particle counters before and after the test filter. A known quantity of contaminant is added to the system before the upstream particle counter at a constant rate. Small amounts of fluid are removed before and after the filter for particle counting to calculate filter capture efficiency. Capture efficiency is expressed as filtration ratio (commonly called beta ratio) — the relationship between the number of particles greater than and equal to a specified size counted before and after the filter.
For example, if 600 particles greater than or equal to 7 μm are counted upstream of the filter and four are counted downstream, filtration ratio is expressed as β7(c) = 600/4 = 150. Subscript (c), differentiates between multi-pass tests run per the current ISO 16889 multipass test with particle counter calibration per ISO11171, from pre-1999 ISO 4572 tests.
Filtration ratio can also be converted to filter efficiency. From the example,
Efficiency = [(β – 1) β] 100 = [(150 – 1) 150] 100 = 99.33%. The test filter is 99.33% efficient at capturing
particles 7 μm and larger.
While the standard provides a repeatable method where identical filters produce like results when measured on different test stands, lab ratings often don’t translate into predictable performance on actual hydraulic systems. The challenge is selecting filters that deliver fluid cleanliness below critical contamination tolerance levels to yield reliable operation and maximum component life. Filters must be tested in a dynamic environment to understand how they perform when exposed to real-world conditions.
Dynamic filter efficiency
The dynamic filter efficiency (DFE) multi-pass test circuit also uses upstream and downstream particle counters, a test filter, and contaminant injection upstream of the test filter, much like ISO 16889. That’s where the similarity ends.
In contrast, the DFE test introduces a range of duty cycles throughout the test, bridging the gap between the lab and field. The DFE flow rate is not constant but, rather, hydrostatically controlled so full flow through the test filter can quickly change to simulate various hydraulic duty cycles. Flow across particle-counter sensors remains constant during all readings and no intermediate reservoirs collect fluid prior to measurements. This ensures that the fluid counted accurately represents real-time system contamination levels. Counts are made before, during, and after each flow change, with results reported as filtration ratio (beta), efficiency, and actual number of particles per milliliter upstream and downstream of the filter.
DFE testing quantifies both capture and retention efficiency in real time, whereas ISO 16889 looks at normalized numbers over a time-weighted average.
DFE testing provides an inside look at the vital signs of a filter through a range of dynamic conditions to better understand how well a filter will capture and retain contaminants, and in real time.
Raw data is digitally tagged so filter efficiency is gauged for various combinations of flow conditions and differential pressures across the filter element. Typical particle counts are taken at maximum and minimum flows, and when flow changes (low to high or high to low). Rapid particle counting with proper timing provides a real-time understanding of the capture efficiency and retention characteristics of a filter.
Contaminant unloading
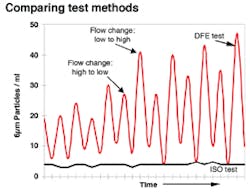
Here’s a more-detailed look at how DFE works. The accompanying graphic, “Comparing test methods,” examines the performance of two identical high-efficiency, glass-media filter elements from the same manufacturer. One, tested at a constant flow rate per ISO 16889, maintained a steady efficiency throughout the test.
The other filter, using DFE methods, was subjected to dynamic testing. It cycled between maximum and half of rated flow with a duty cycle similar to that of an actual hydraulic system. Downstream particle counts varied and were highest during changes from low to high flow. The peaks represent counts taken during flow changes and the valleys represent counts taken after flow stabilized. As the filter captured more contaminants, downstream counts increased most dramatically during changes from low to high flow.
This is best described as contaminant “unloading.” As the filter element captures more dirt, greater amounts can be released back into the system when the element experiences dynamic flow conditions and changes in differential pressure. The alternating smaller peaks represent unloading when flow rate changes from high to low. Highly concentrated clouds of contaminated fluid released during unloading can cause severe component damage and unreliable system performance, especially if the filter protects sensitive components.
From this, we can surmise that this filter element is not properly designed to retain previously captured contaminant during dynamic system conditions. In addition, excessive unloading early in a filter’s life may be symptomatic of an element that will eventually break down, lose its efficiency altogether, and fail.
It’s not surprising that many elements get higher ratings according to ISO 16889 than per DFE tests. This is troubling because OEMs often select filter media based on ISO beta ratios published by filter manufacturers. A common result is a hydraulic system that suffers from premature contamination- related failures, even though it is protected by filters that, in theory, should prevent such failures — causing downtime, unreliable equipment performance, and expensive component repair and replacement costs.
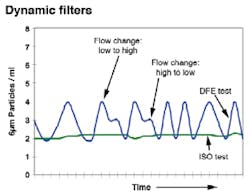
Even filters built for dynamic conditions show different results when subjected to ISO 16889 and DFE tests. The “Dynamic filters” graphic compares two identical Hy-Pro filter elements that were designed and developed based on the DFE multi-pass test. Although contaminant unloading is still evident, it is insignificant as the filter element performed true to its ISO 16889 multi-pass rating of β7(c) > 1000 even during dynamic flow conditions.
Cold-start simulation
DFE’s ability to simulate cold-start conditions is critical. Once an element is nearly filled to its contaminant-holding capacity (about 90% of terminal ΔP rating across the filter), the main flow and injection system are shut off for a short dwell period. Then, the main pump restarts and rapidly attains maximum rated flow for the test element. Simultaneously, a real-time particle count measures retention efficiency of the contaminant-loaded element. This quantifies how well the filter element retains previously captured contaminant at start-up. The dwell before restart may be based on time or system temperature — to simulate cold-weather conditions.
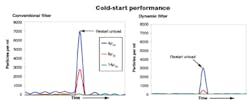
The “Cold-start performance” graphs and tables show how conventional filters and filters designed for dynamic stress stack up to the DFE restart test. During restart, 6-μm particle counts after the conventional filter increased by a factor of 20, and ISO codes increased 4 for 4 and 6-μm particles. During restart tests no contaminant is injected, so any particles measured were already in the system or were released by the element (unloading). The result is a temporary state of highly contaminated fluid because the filter element did not properly retain the dirt.
The dynamic element, in this case a Hy-Pro element 3, also shows evidence of unloading, but the effect is smaller and retention efficiency higher. The conventional element unloaded seven times more particles ≥6-μm and 35 times more particles ≥14 μm, compared to the element designed for dynamic conditions.
For information, call Aaron Hoeg at (317) 849-3535 or visit www.filterelement.com.
|
Glass versus cellulose This is especially true in systems where flow fluctuates. Runaway contamination levels at 4 and 6 μm are common when cellulose media is used in systems with lots of fine particles, particularly because unloading can release significant amounts of particles beyond internally generated contaminants. Organic cellulose fibers can be unpredictable in size and effective useful life. Inorganic glass fibers, on the other hand, are much more uniform in diameter and smaller than cellulose fibers. Smaller size means more fibers in a given volume, and more void spaces to capture and retain contaminants. As a result, glass media has much better dirt holding capacity than cellulose. However, heed a note of caution. When upgrading from cellulose to high-efficiency glass media elements, first stabilize system cleanliness. During this clean-up period, element life might be temporarily short. But once the system is clean, glass elements can last four to five times longer than similar cellulose elements. |

Comparing ISO and DFE ratings
To compare filter performance under different test conditions, Hy- Pro examined similar elements from different manufacturers. The first graph shows results of the ISO 16889 multi-pass test, expressed as a time-weighted beta ratio. Element B had the best capture efficiency in the constant flow test, and all the elements tested true to their catalog beta ratios of β5(c) > 200 or 1000.
The next graph shows the timeweighted performance of the same elements per the DFE multi-pass test. The two tests were run similarly, except for the flow rate. Here, flow cycled up and down through the element’s operating range to simulate a real-world hydraulic system duty cycle. The time-weighted beta ratio for elements A and B was below the ISO-rated beta ratio, while elements C (Hy-Pro) and D performed true to rating.
The last graph shows particle counts taken during flow changes that were isolated and averaged to yield a beta ratio during transient flow. Because the DFE test shows filter-element performance is worst during flow changes, isolating these sequences can predict performance in dynamic flow systems. This graph shows how systems with cyclic flow affect overall filter performance.
For instance, element B had a beta ratio exceeding β7(c) > 2000 when tested per ISO 16889. However, the same element during variable flow had a beta ratio less than β7(c) > 100. Element C, the Hy-Pro element, had a beta ratio that exceeded β7(c) > 800 and was the only one with a beta ratio greater than 100.
Relying solely on ISO 16889 to predict filter-element performance in systems with dynamic flow conditions forces OEMs to select filters without all the available information. ISO 16889, the current industry standard test for hydraulic and lube filter performance, is a good tool for predicting performance of off-line filters and steady-state circulating systems. But it does not accurately represent the stress of a hydraulic circuit with varying flow rates or cold-start conditions. Without DFE testing, it is difficult to truly predict actual filter performance in a dynamic system.
|
Take a holistic approach to system cleanliness • Evaluate the fluid-cleanliness requirements of all hydraulic and lubrication systems. This approach might seem expensive and a lot of trouble. But studies have shown that the cost of proper contamination control and total systems cleanliness is less than 3% of the cost of contamination not kept under control. That’s because fluid contamination leads to problems and expenses, and drains resources, including: • Downtime and lost production. |
