New TPUs meet tougher demands
By Joachim Mschel and Thomas Papatheodorou Parker Hannifin Corp.


New formulations of thermoplastic polyurethanes (TPUs) hold promise to boost sealing performance in a variety of applications — not just the most demanding.
The need for longer service life and higher reliability to stave off leakage have driven development of new and improved seal materials in mobile hydraulics for years. According to an assessment made by seal users, the current average operating pressure level of 350 bar will increase to 450 bar by 2010. As a result, a material that fully meets these challenges must be developed.
Thermoplastic polyurethanes (TPUs) have several outstanding mechanical properties, including high wear resistance and high resistance to extrusion, which are associated with their segment-like, two-phased structure. High-grade TPUs can be manufactured:
- continuously, by reactive extrusion (TPU 1),
- in a one-shot process (TPU 2), or
- in a two-step process (prepolymer process using various process technologies, TPU 3 and P6000).
Polyurethane block copolymers have alternating soft and hard segments. Their primary chemical structure allows properties to be tailored to application requirements. A new TPU material, P6000, was developed in an effort to achieve optimum chemical structure.
Materials engineering
The linear structure of macro-molecules is an important prerequisite for the development of the typical morphology of TPUs. In addition to economy of the manufacturing process, the above process techniques achieve different influences on control within the TPU’s structure. The TPUs described in a comparative analysis in this article are based on the aforementioned processes. They are similar in terms of their chemical structure, but differ significantly with regard to important details.
Materials development
The direct comparison of P6000 with other TPUs reveals only few relevant differences with respect to the most important physical properties. All four TPUs are being used in sealing technology applications. Similar characteristics can be found concerning hardness, tensile strength, and ultimate elongation. In the rebound resilience parameter, there is a significant downward variance for TPU 1, which can be attributed to its less favorable morphological characteristics. With P6000, a generally high level of the physical parameters can be noted. In spite of its high hardness of 94 Shore A, we were able to measure an average rebound resilience of 45% with this material.
The modulus of elasticity was determined in the range of the strictly linear visco-elastic behavior between 0.05 and 0.25% strain. As a result, the stress-strain behavior of all four TPUs subjected to this comparative analysis does not explain any differences in sealing performance.
Measuring the dynamic modulus of elasticity, performed by Dynamic-Mechanical Analysis (DMA), seems to have much more conclusive results. For this purpose, the test specimen is subjected to a periodically alternating load. Comparing the storage modulus curves of P6000 and TPU 1, depending on temperature, allows conclusions to be made regarding glass transition, stability in the application range, and upper temperature limit.
P6000 exhibits a low and narrow glass transition range (TG = –33° C). Its elastic behavior in cold temperatures is relatively favorable. In contrast to P6000, TPU 1 possesses a wide glass transition range. It goes without saying that subjecting piston rod seals to lateral force (side loading) may leak. In the range where the curves drop down, a difference amounting to at least 30° C was noted between the two materials.
Differences in TPUs
Another possible representation, which can be calculated from the DMA data, is the Tan Delta curve. In this comparison, inverse to the dynamic modulus of elasticity, viscous behavior is represented by means of the Tan Delta curves of both TPUs. This also allows drawing conclusions in terms of low temperature behavior, with the peak maximum of P6000 being 20° K lower.
Generally, there are major differences regarding the energy dissipation of both TPUs. This indicates that P6000, during the introduction of mechanical energy (e.g. friction, tumbling, etc.), has a much lower selfheating tendency.
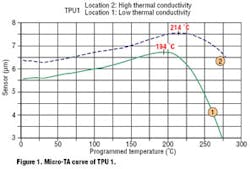
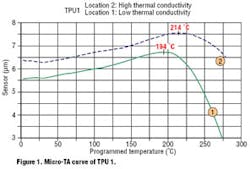
Measurements were made in an attempt to visualize the domain-like structure. A small sensor with a predefined output (loading) scans the specimen and, depending on the surface conductivity, transmits a certain amount of heat. This results in an integral thermal conductivity pattern that may be used to analyze the phase morphology.
After identifying spots with different thermal conductivities, both locations are heated in a second step, using a defined temperature program. This makes the local softening in the range of high and low conductivity visible. For TPU 1, shown in Figure 1, two different domains are noted, one of which softens at 194° C, and the other at 214° C. We assume that these are hard-phase domains with different melting behavior, rather than respective hard and soft phases.
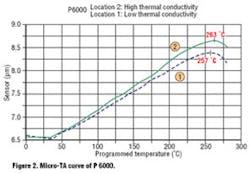
Figure 2 shows behavior of P6000, with melting points of 257° and 263° C. Compared to TPU 1, the melting behavior of these domains suggests that these hard phases have more narrow distributions and property differences as well as generally higher temperature resistances.
Resistance to wear
Wear resistance is deemed to be one of the most important and most difficult material characteristics to measure. Different measurement methods may lead to different results and, consequently, false assumptions. In dynamic sealing practice, complex tribological systems exist that are not comparable to the conditions found in standardized wear tests. Testing equipment that quickly and easily reveals differences in wear behavior was used to measure all TPUs.
TPU 1, the material with the least favorable degree of alignment (highest degree of fissures in the hard phases), shows the highest level of abrasion (10 times higher than P6000), followed by the ‘one-shot’ grade (TPU 2). The TPUs produced in a two-step process are clearly more favorable. The wear test according to DIN 53516 in the rubber industry produced the same ranking with less pronounced differences.
Compression set
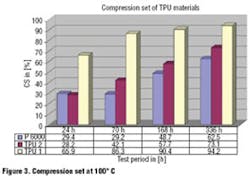
Resistance to compression set is an important parameter for sealing materials. To illustrate the differences, the TPUs were tested after 24-, 70-, 168-, and 336-hr of exposure to 100° C temperatures. Figure 3 shows how much the various materials differ in terms of the ratios of their elastic and viscous contents. The highest values were found in TPU 1, which clearly displays a viscous behavior. After 70 hr, this material can be described as being completely relaxed, which means it has lost its sealing capability. However, P6000 exhibits a significantly lower compression set over the entire time axis. This can also be explained by its special primary structure in conjunction with perfect reaction-kinetic control. With respect to the level of values, the one-shot grade, TPU 2, is positioned between the other two TPUs.
The assessment of the performance capabilities at higher temperatures will be clearly illustrated in the second part of the article based on rig test runs with one- and two-lip rod seals.
Low-temperature behavior
Cold-temperature behavior can be presented by means of DMA data, caloric measurements, penetration, as well as other standard testing in a cold chamber. Measurements of TR curves according to ASTM D 1329 are particularly important with polyurethanes. For this measuring procedure, a test strip is elongated by 50% and cooled. The load on the specimen is then relieved, the specimen heated up, and the subsequent elastic resilience is measured.
The complete curve (TR10, TR30, TR50, and TR70) should be used to characterize the glass transition range. The TR10 value of –33° C for P6000 is approximately at the turning point measured at the DMA storage modulus curve. A value of TR70 at 0° C is acceptable. The curve generally equates to those of other TPUs that are being successfully used in mobile hydraulics.
Piston rod seal endurance
The dynamic investigations regarding the suitability of the P6000 material were performed with the following objectives in mind:
- testing of the extrusion resistance of the material,
- determination of wear behavior in the abrasion test,
- determination of friction and leakage behavior of test seals, and
- determination of service life in endurance tests under extreme conditions.
Endurance tests were conducted with Type B3 and BS U-rings, using polyurethane materials featuring various compositions and production methods. A key criterion for achieving long service life of a seal is the wear and deformation behavior of the thermoplastic material, depending on the specified operating load (pressure, temperature, sliding speed, and lubrication conditions). The critical state for a seal or guide is reached whenever dry or nearly dry operation due to a lack of lubrication occurs simultaneously with high dynamic loads at the sliding location.
The following conditions were realized for extrusion tests:
- applied pressures of 0-10, 0-20, and 0-30 MPa
- frequency of 0.3 Hz for 32,000 pulses, and
- a radial gap of 0.2, 0.4, and 0.6 mm.
Extrusion flags were used as the evaluation criteria in these tests. Compared to TPU 2, P6000 exhibits 50% higher extrusion resistance under pre-defined test conditions (30 MPa at 100° C) and approximately 80% higher extrusion resistance than in TPU 1. No leakage was detected.
In addition to the quasi-static investigations on test specimen and seals, dynamic investigations on seals were performed as well. The investigations of friction force and leakage behavior of the piston rod seals were conducted on different seal test rigs, Figure 4.
Endurance tests were conducted using rod diameters of 36 and 63 mm, with strokes of 250 and 900 mm at speeds of 0.15 and 0.30 m/sec. Fluid pressures to 300 bar were maintained depending on the direction of travel. Double strokes were run for 500,000 and 1,000,000 cycles at temperatures of 65° and 75° C
Results of dynamic tests
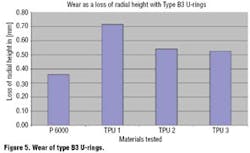
Further investigations were conducted simultaneously to determine the wear behavior of the newly developed sealing material using type B3 and BS U-rings on a particularly abrasive and extremely hard piston rod surface with high roughness values.
Figure 5 shows the wear of type B3 U-rings in the form of a radial height change. In addition to wear, friction force behavior of the test seals was also evaluated. The diagrams in Figures 6 and 7 show the friction force behavior of Type B3 U-rings on a commercially available hardened chrome piston rod.
Compared to a standard material, such as TPU 2 and 3, the P6000’s higher dimensional stability exhibit slightly higher friction along with less generation of lubricating film.
Endurance test results
In addition to the general operating performance in terms of friction and leakage, the tests primarily evaluated the setting behavior of seals made of P6000 compared to the other TPU materials. Besides dimensional changes, evaluation criteria in this context included extrusion behavior.
These materials underwent an endurance test involving more than 1 million cycles. The controlled morphological structure of P6000 is the reason for the lower pre-loading loss that was measured with seals made from this material.
Compared with the other TPU materials tested, U-rings made of P6000 had a lower extrusion tendency, and, thus, suffered less damage to the back of the seal.
Improvements of elasticity, abrasion resistance, and dimensional stability of the new P6000 material also have a positive effect on the leakage behavior of the seals over the running period tested. Compared to the seals made of TPU 2, the seals made of P6000 exhibited half the leakage over the entire running period.
The first field applications
The higher abrasion and extrusion resistances of the P6000 material have opened up new fields of application for thermoplastic polyurethanes. The first user approvals for seals made of P6000 in mobile hydraulic equipment are available. Among other things, P6000 U-rings are being installed on cylinders of the world’s biggest excavator. Approvals have been granted, as well, for cylinders and components used in earthmoving equipment. P6000 is used in diverse field testing applications such as hydraulic hammers, crushers, and grippers.
Joachim Mschel is head of polyurethane and thermoplastics development, and Thomas Papatheodorou is head of the physical lab at Parker Hannifin GmbH & Co., Bissingen, Germany. For more information, visit parker.com
