A New Approach to an Old Chore

By Dave Nagy President, Specialty Saw Inc. Simsbury, Conn.
Hydraulic hose is one of the most indestructible components you’ll ever encounter. It must be strong enough to contain high fluid pressures, pressure cycling, repeated bending back and forth, high temperatures, a variety of other detrimental conditions, and remain in service for years. But the same material characteristics that make hydraulic hose stand up to such tough conditions also make them difficult to cut. Therefore, most hose cutoff machines have used an abrasive wheel. The wheel runs at high speed to grind or melt away rubber and other soft materials in the hose and high-strength steel reinforcement wires.
If you buy pre-assembled or pre-cut hose assemblies, you’re probably not aware of the dirty job conventional hose cutting can be. It generates smoke and leaves debris inside the hose. This debris usually consists of burnt rubber, metal particles, and even abrasive particles from the cutting wheel. Unless all of this contamination is removed, it will get into a hydraulic system and can clog filters and cause machine malfunctions and component failures.

Technicians sometimes blow compressed air through a finished hose assembly in an attempt to remove these hose cutting by-products. This practice is better than nothing, but it can’t remove all of the contamination, and in many cases it may just redistribute it through the ID of the hose. It’s no wonder, then, that equipment has become popular specifically to clean hydraulic hose and tubing assemblies before they are installed onto a system.
Ensuring that hose assemblies are completely clean prior to installation should always be done. And one of the best ways to clean a hose is to prevent the introduction of all this contamination in the first place. Many hydraulic technicians are accomplishing this by using a high-strength steel blade and a new concept in hose cutting procedure.
Conventional cutting
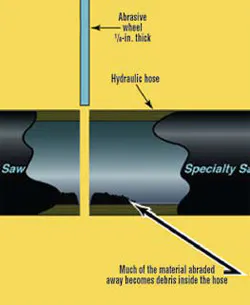
To understand this new method, let’s first examine the conventional method, which uses an abrasive wheel. Abrasive wheels cut a path equal to the thickness of the wheel and deposits most of that debris inside the hose being cut or up the exhaust chute, although a portion may be sucked away by an exhaust system. This method creates melted rubber, molten metal, and abrasive grit in the air which necessitates the exhaust system.
The abrasive wheel cuts using friction from grains of abrasive stone that come in contact with the hose materials and grind them away. As the abrasive grains become loaded up with melted rubber and steel, they break off and allow new sharp abrasive grains to be exposed and continue to melt more hose rubber and steel braiding. If the abrasive grains in the wheels are too fine, they load up after a few cuts, and the wheel starts cutting out of square. When the wheel becomes gummed up with melted rubber, it must either be replaced or cleaned. Both of these add substantial cost to the hose cutting process.
Abrasive cutting offers two main advantages — fast cutting and relatively low initial investment in equipment. However, this low initial cost is offset by the cost of evacuation systems, which must be used because of the smoke and potentially toxic fumes generated. This cost is often overlooked and can run into thousands of dollars. The high heat generation also presents a potential fire hazard if not designed and maintained correctly. The smoke is toxic to breathe and hazardous to your health because it contains petrochemical particulates in the air that OSHA can measure.
Still, the abrasive cutting method remains widely used because the allure of fast, cheap cuts outweighs all the downstream problems and expenseof debris, smoke, and added labor.
A new approach
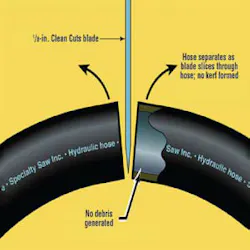
A dramatic departure from conventional hose cutting methods differs in two ways. It uses a circular knife, rather than a grinding wheel, to cut hose, and it bends the hose during the cut. The circular knife slices a hose rather than cutting a path through it, so it does not deposit debris into the hose other than dust and some smoke. Bending the hose during the cut applies tension, so the hose pulls away from the blade as it is cut. This eases cutting and keeps the hose ends from rubbing against the spinning blade.
However, blade designs and hose cutting machines from different manufacturers are not necessarily interchangeable. A circular knife that works well on one design of machine may not work at all on another. If the circular knife is used correctly on a compatible hose saw, only dust will be created and there will be almost no smoke or smell.
When properly performed, the operation will work as follows: The hose is pre-bent before the knife starts to cut. As the knife slices into the bent hose, tension from the bending pulls the cut surfaces away from the blade and cutting area. As the blade advances further across the hose, increased bending continues to open the cut even further.
Because the hose opens up faster than the knife penetrates, the hose does not pinch the blade. There is no contact between the sides of the blade with the hose, so no smoke is generated because there is no friction. If the hose is not continually bent, it will pinch onto the spinning blade, and the resulting friction will create heat and smoke, blade failures, and possibly stall the machine. Therefore, continual bending of the hose is paramount to the success of using circular knives to cut hose. But, again, many saw designs do not take this into account. The blades are no better than the machinery on which they are mounted, so selecting the right machine can mean the difference between a clean cut and one that is no better than with an abrasive wheel.
Differences between blades
Circular knife blades are made of high-speed tool steels and come in a variety of types including smooth edge, serrated edge, and scalloped edge. Each knife edge was developed for a specific application, with new blades under constant development as new types of hoses enter the market.
A smooth edge knife is ideal for all types of hose cutting because it creates the least amount of dust. However, when cutting any hose that has a significant amount of steel wiring in it, such as 4- and 6-wire hose, the knife edge would become dull quickly. A dull blade requires greater application force to cut, so the cutting speed must be slower. The ideal applications for a smooth edge knife are for cutting industrial rubber hose with no steel in it. Other popular applications include large diameter cloth hoses with helical wire and exterior steel braided hose where the braiding is taped, annealed, or welded in the machine before the cut is made.
A scalloped edge knife was developed for more aggressive cutting using a wavy edge that makes an interrupted cutting contact into the hose. This interrupted cut severs the steel braiding inside a hose and cuts with less pressure on manual machines than a smooth edge blade does. For this reason, the scalloped edge blade has been the most popular blade used by equipment manufacturers or anyone cutting their own hose. The most popular applications include cutting all types of hydraulic, pneumatic, polyurethane, PVC, and thermoplastic hose.
Teeth tough enough for hydraulic hose
Clean-Cuts circular knife blades for hydraulic hose are made of proprietary high-speed tool steels similar to AISI M2. Teeth on the blades run backwards, so the knife edges on the backs of the teeth aggressively slice the hose, quickly cutting the steel braiding and layers of rubber. Because the blade does not create a saw kerf, more than 95% of the debris generated with abrasive cutting is eliminated. The absence of smoke comes from bending the hose properly to eliminate pinching and its resulting heat. A major benefit is that less time needs to be spent cleaning a hose compared to abrasive cutting.
The advantages of this tooth style, as opposed to the smooth edge blade, are that the mechanical interrupted cut of the teeth severs the steel braiding much better than the smooth edge does. It also cuts at least twice as fast with much less feed force required. In addition, the blades can be resharpened several times — with four times as many teeth as the scalloped edge blades, it lasts longer before becoming dull.
|
Hose cutting by the thousands Bandwell says that about a year ago, a Specialty Saw machine was purchased, and it handles up to 2-in, 6-wire hose and 212-in suction hose. Ryco uses the Specialty Saw hose cutter for the bulk of its work, but because it supplies so many hose assemblies, it still uses the original hose cutting machine, and sometimes a hose cutter with an abrasive wheel for large sizes. Furthermore, every cut section of hose is cleaned using an air gun that shoots a cloth projectile through the hose. This process removes debris that would otherwise contaminate the hydraulic system once it is brought into service. |
Bending leads to success
The key to successful hydraulic hose cutting with circular knives is to bend the hose. Many hose saws on the market have bending capability, but most operators are not trained to use them correctly. If the hose is not continuously bent more and more during the cut, the blade will be pinched, which creates friction, heat, and smoke. Not bending the hose enough is a typical mistake made when sawing hose.
The Clean-Cuts hydraulic hose machine has two types of feeders. One is a tip pull-down type used for 4-wire hose sized to 114-in. Hose of this size generally can be bent manually to facilitate proper cutting. However, larger hose, such as 112- and 2-in. 4- and 6- wire, requires manual assistance. An optional attachment screwtype feeder attachment provides the needed leverage for the operator to easily bend these heavy-duty hoses for proper cutting.
The machines also have a directshaft drive that delivers more power to the blade than belted drives do, and a locking spindle shaft pin allows easy removal of the saw blade.
A retracting saw guard ensures that the blade is completely enclosed, even during the cutting process. A contoured guard straddles the hose as it is cut. A 2-in. vacuum port in the saw guard allows connecting a standard 5-hp wet/dry shop vacuum for fume evacuation. Again, because the cutting process generates so little smoke, heat, and debris, an inexpensive shop vacuum can be used instead of extravagant, expensive evacuation systems. The shop vacuum can even be wired into the saw to operate whenever it is powered on.
For more information, contact the author at (800) 225-0772, d.nagy@ specialtysaw.com, or visit www.specialtysaw.com.
