Preventing Common Mistakes in Selecting Valves
Experience is the best teacher, but it is also the most expensive. And when you work in technical support, you see a lot of widespread, expensive learning going on as the same mistakes crop up again and again. Here are some common and easily preventable ones involving valves.
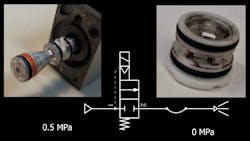
To begin with, here is a pneumatic schematic of a simple circuit of a two-port, two-position valve supplying air to a nozzle.
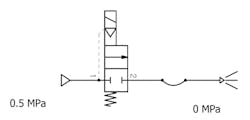
When a valve fails, the maintenance technician is usually pressured to quickly find a replacement. Looking at this schematic, it looks like an easy valve to replace. The most important factor in selecting a replacement is often based on what the supplier has in stock rather than what is most suitable.
Despite being short on time, cutting corners when troubleshooting and not understanding each component’s technical tasks in an application can cost much more time as technicians try to discover why the shiny new valve does not operate when it’s energized.
In the above schematic, the valve used is likely a zero-differential pressure type (it requires no back pressure to operate). Buying a two-port valve without thoroughly reading the specs could result in getting a process valve with a maximum and/or minimum operating differential.
Pressure differentials are a potential minefield for technicians and engineers unfamiliar with the terminology. In short, the pressure differential across the main valve is the inlet pressure minus the outlet pressure. So, if a valve’s max operating differential is 3 bar, and supply pressure is 5 bar, then the valve needs to at least 2 bar at the outlet port to operate.
Taking the example of the nozzle. There is about 0 bar on the outlet So the differential will be 5 bar, which exceeds the maximum. Therefore, the valve will not open when the solenoid is energized.
If the valve has a minimum operating pressure differential, it needs at least that amount at the outlet port to stay open. For example, if the minimum operating differential is 0.5 bar, the valve might open. But if inlet pressure drops to 3 bar, and the outlet is around 2.7, the valve will not stay open. The rapid opening and closing could become a head-scratcher.
If the nozzle’s flow rate is much lower after changing the valve, even though the port sizes are the same, the low rate could be due to the replacement’s orifice size. If the new valve’s orifice is smaller, flow can be restricted. Understanding flow rates is important; they are found in product catalogs. But standards and manufacturers in different parts of the world use different methods of measuring a valve’s flow rates.
Here’s another snag that crops when ordering replacement valves: being unaware of the compromises made when selecting metal-seal valves instead of rubber-seal types. Again, just because your supplier has metal-seal valves in stock, do not rush into buying one unless you know there is no risk of it failing in your application.
Metal-seal valves do tend to operate quicker than rubber-sealed valves, but their valve spools will not hold position and could cause mid porting if the valve is subject to vibration or is mounted vertically. These valves usually have a mechanism for keeping them stable, such as spring force or a detent. Be sure you are familiar with the symbology so you can check these details in the valve’s schematic in the catalog. If you do not know the specifics of the seals, determining why there are problems with a replacement valve might needlessly eat up lots of time and stall production.
Technicians replacing pilot-operated solenoid valves should ensure the replacements are not external pilot types. They will not operate if external pilot pressure is not applied. If the replacement has a small port next to the solenoid marked 10, 12, 14, a, b or X, chances are it is an external-pilot valve and technicians need to add a supply line to that port. As with the metal-seal valves, knowing what to look for in the schematic symbol is more important than a shorter lead time.
The potential stress from the above examples can be alleviated if spare parts are kept in stock and ready for when a breakdown occurs. Just as important is good technical documentation and schematics readily available for technicians to research when they troubleshoot a fault.
Probably the most common cause for frequent valve (or products in general) failure I have seen is contamination. This is usually due to lack of understanding of air treatment and filtration in a facility. Many shift technicians have very broad knowledge of mechanical and electrical systems, so specific expertise in subjects such as pneumatics is not as strong. The picture below shows how dirt can build up inside pneumatic components and clog up the internal parts if facility air is not correctly treated.

As you can imagine, contamination as bad as this can damage seals and cause components to seize. Some maintenance teams might assume the filters on the compressor’s outlet is enough to filter all the piping in their facility. They simply do not realize how much contamination, rust, oil, water and other debris can be picked up through all the piping downstream of the compressor room. Having local air-prep sets and properly filtering for debris, water and oil, as well as drying air, is essential.
Product catalogs and manuals should detail the filtration level pneumatic valves and components need to operate correctly.
Here’s another common problem:

In facilities where the supply air is clean and dry, simple mistakes such as being overenthusiastic with PTFE tape on fittings can lead to pieces of it coming loose when the fitting is tightened into the valve port. Those pesky pieces can get caught in spool seals, causing leaks.
This is not an extensive list of common pitfalls technicians and engineers fall into, but some of the most common. Anyone who works in a technical role has plenty of stories of their own learning curves. Sharing knowledge with each other and researching to build our own knowledge is important for avoiding easy, simple mistakes which could lead to unnecessary lost production.
Wayne Wilding works in technical sales support at SMC Corp.
